不銹鋼管的需求,隨著工業(yè)的發(fā)展在快速增長,其中不銹鋼管切割效率也在不斷提高。因此不同的切割方法會有不同的效果。針對著每個不銹鋼管的處理要求不同。也有這不同的切割方法。下面我們一起看看有沒你現(xiàn)在也在用的:
1、砂輪切割
最為傳統(tǒng)簡便的切割方式。但是用普通砂輪切割機切割后,會留下毛刺和吊邊,精度不高。需要與全自動不銹鋼管端去毛刺機配合使用,才能達到很好的使用效果。成本較低,但砂輪磨損較大,適合小批量生產(chǎn)。
2.線切割
運用比較廣泛的切割方式。采用線切割和快速走絲可以滿足切口質(zhì)量要求:切口光滑、無毛刺、精度高。然而,應(yīng)該注意的是,線切割后管端會變色,這需要拋光。此外,切割速度慢,切割過程中需要的乳化油使管件表面具有油粘度,不易清洗。它同樣也是適合小批量生產(chǎn)。
3、滾刀無屑切割管
自動滾刀切管機只有圓周切削刃,沒有鋸齒。旋轉(zhuǎn)進給,切口平整光滑,無鐵屑和毛刺,內(nèi)壁略收縮。通過增加專用工裝,可以大大改善縮口現(xiàn)象,設(shè)備成本低,但切割薄壁不銹鋼管時,偶爾會出現(xiàn)撕裂現(xiàn)象,造成管口嚴重變形。
4、車床切割
車床用于切割非常薄壁的不銹鋼管(壁厚0.3 ~ 0.4毫米),建議使用優(yōu)質(zhì)白鋼或鋒鋼刀具,成本較高,但耐用,切割表面非常光滑。這種操作方式自動化程度低,勞動強度大。自動改造后的車床切削效率大大提高。然而,標(biāo)準(zhǔn)6米長鋼管的高速旋轉(zhuǎn)問題經(jīng)常損壞薄壁鋼管。
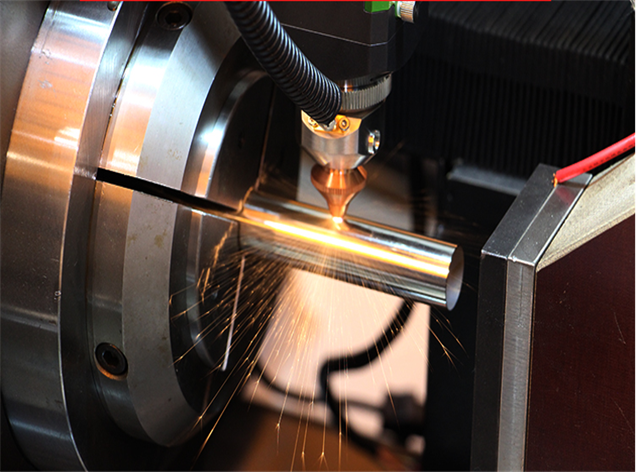
5.
激光切割 暫時來說技術(shù)最為先進的切割方式。切割和鉆孔一次成型,切割成本低,效率高,切口平整光滑,模具通用,柔性強,精度高,公差小于0.03毫米,但設(shè)備昂貴,需要專業(yè)人員編程和操作。
正佳不銹鋼具有20多年專注于
花紋不銹鋼管制管經(jīng)驗,工藝純熟,實力保證,產(chǎn)品暢銷全國各地,深獲行業(yè)認可;擁有上萬平方米現(xiàn)代化廠房,多個制管機、拋光機、切割機等先進不銹鋼管生產(chǎn)設(shè)備,全自動化生產(chǎn)操作,良品率高,整體成本低;廠家直銷,一手貨源,沒有中間商;產(chǎn)品多樣,規(guī)格齊全,產(chǎn)能強大,庫存充足,完全滿足客戶采購需求;支持來圖定制,提供最優(yōu)質(zhì)的方案配套服務(wù),質(zhì)保期間跟蹤式服務(wù),并提供終身免費技術(shù)咨詢指導(dǎo)。